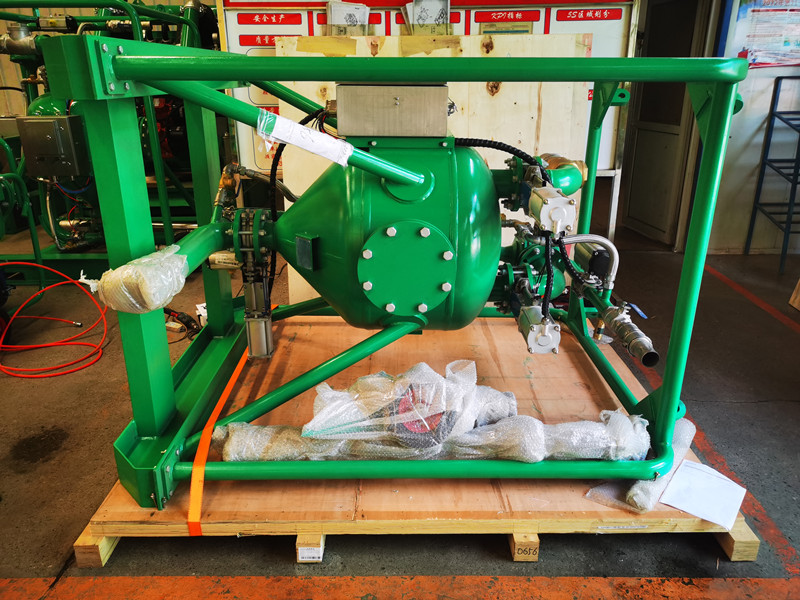
Nowsdays GN sent a 3-phase entrifuge to overseas clients for fish oil process planet. In this order, overseas clients choose GNLWS364-VFD 3-phase centrifuge with variable requency control cabinet, which can realize the variable speed opreation of the equipment, and GNLWS364-VFD is the smallest model in GN 3-phase centrifuge products series, with a hyraulic capacity of about 10 cubic meters, which is very suitable for small treatment conditions and as a testing machine.

The GNLWS364-VFD 3-phase centrifuge is driven by two motors, the two motors are arranged on the same side of the equipment, which is convenient for operators to operate and maintain the machine, and the main motor is 22KW, and the back drive motor is 7.5KW.

GNLWS364-VFD 3-phase centrifuge with the bowl diameter 360MM and bowl length 1510mm, so the bowl L/D Ration is 4.2 which make the material retain the drum for a longer time in order to make the solid after separated more dryer.

GN decanter centrifuges are widely used in the field of solid-liquid separation. According to different industries and material conditions, for more question, please feel free to contact GN directly.